Get in Touch with Pangeng

Reciprocating Hydrogen Compressor
Reciprocating Hydrogen Compressor — API 618 Large-Volume Solutions | Pangeng
Pangeng reciprocating hydrogen compressors handle manometric flow rates of between 50Nm³/h and more than 10,000 Nm³/h at as high as 600 bar on the discharge at 5 th Edition API 618 from foundation bolts to tanks. We specify their use across hydrogen applications where throughput is king for plant economics: refinery hydrocracker recycle streams, ammonia synthesis feed trains, hydrogen production facilities, gas grid injection stations.
Get a Custom Quote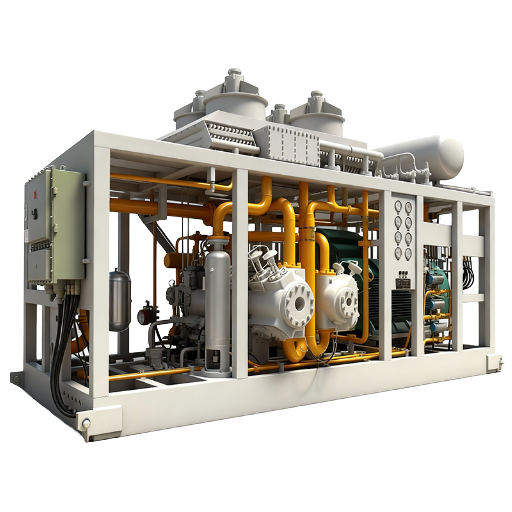
Solution Specifications
- Max Flow Rate
- 10,000+ Nm³/h
- Pressure Range
- 10–600 bar
- Certification
- API 618 5th Ed.
- Stages
- 1–6 Stages
- Service Interval
- 6,000–12,000 h
- Applications
- Refinery / Petrochemical / Storage
Pangeng Reciprocating Hydrogen Compressor Series — Models & Selection
In response to demand we engineer three series of large-volume hydrogen compressors. Start by determining your flow rate and pressure needs, then refine your choice according to purity standard, whether you need single gas or multi-gas capability, and whether you prefer to synthesize from a lubricated or an oil-free configuration.
PG-R Standard
Refinery & Petrochemical Workhorse
- Pressure 10–250 bar
- Flow Rate 50–3,000 Nm³/h
- Motor Power 30–500 kW
- Stages 1–4
- Lubrication Lubricated
- Applications Refinery / Petrochemical
PG-RH High-Pressure
Hydrogen Storage & Blending
- Pressure 50–600 bar
- Flow Rate 100–5,000 Nm³/h
- Motor Power 75–1,500 kW
- Stages 2–6
- Lubrication Oil-Free Option
- Applications H₂ Storage / Grid Blending
PG-RP Process Gas
Multi-Gas / High-Volume
- Pressure 5–400 bar
- Flow Rate 200–10,000+ Nm³/h
- Motor Power 150–3,000+ kW
- Stages 2–4
- Lubrication Multi-Gas Capable
- Applications Refinery / Chemical / Ammonia
Decision Matrix: Which Series Fits Your Application?
| Parameter | PG-R Standard | PG-RH High-Pressure | PG-RP Process Gas |
|---|---|---|---|
| Pressure Range | 10–250 bar | 50–600 bar | 5–400 bar |
| Flow Capacity | 50–3,000 Nm³/h | 100–5,000 Nm³/h | 200–10,000+ Nm³/h |
| Max Stages | 4 | 6 | 4 |
| Oil-Free Option | No | Yes | On Request |
| Multi-Gas | H₂ Only | H₂ Primary | H₂, N₂, NH₃, Syngas |
| API 618 | Standard | Full Compliance | Full Compliance |
| Ideal Buyer | Refinery / Petrochemical | Green H₂ Storage / Pipeline | Large Chemical / Ammonia Plant |
Technical Deep-Dive: Reciprocating Compressor Internals for Hydrogen Service
Each configuration contains a forged alloy-steel crankshaft that forces the crosshead conveying the rotary motion to linear motion that keeps piston-rings sliding in the bores of the hydrogen compressor cylinderho conserving wear and hydrogen leakage.
Hydrogen-compressor piston rings are comprised of either a PTFE or carbonfilled compound rather than a metal to provide an ultra low-friction self-lubricating surface already required for oil free reciprocating compression. Due to greater wear resistance a compatible carbonfilled compound is used in higher-speed compression. The design of the rings follows the standard stepped or area cut angle profile, which establishes a positive seal and accommodates thermal changes under compression heat.
Between the crankcase and the hydrogen compressor cylinder is a distance piece that seals the area in between. A single compartment level distance piece prevents crankcase oil from leaking into the cylinder, whereas tandem distance pieces or tandem arrangements by nature enables a non-volatile sulfur-free with 0 ppmoil (.999 critical) or safer tandem nitrogen selfcleaning configuration to prevent oil ring-belly and hydrogen leaks. All Pangeng hydrogen compressors are supplied with a single compartment distance piece by default, PG-RH and PG-RP models include the tandem distance piece as standard.
Reciprocating Compressor Sizing Calculator
Estimate the right reciprocating hydrogen compressor configuration for your process requirements.
Enter a positive flow rate
Inlet pressure must be greater than 0
Discharge must exceed inlet pressure
Enter your process parameters and click Calculate Sizing to get a recommendation.
Sizing Recommendation
Recommended Model
—
Compression Ratio
—
Recommended Stages
—
Estimated Power
—
Price Range
—
Request Detailed Quotation
* Estimates based on simplified adiabatic compression (k=1.41 for H2). Actual specifications may vary. Contact our engineers for precise sizing.
Large-Volume Hydrogen Compression — Why Reciprocating Technology Leads
All the reciprocating compressors in our hydrogen range are supplied with hydrogen rated metallurgy on all gas wetted surfaces and distance piece isolation between the process gas and the crankcase and your preference of lubricated or oil free cylinder configuration, engineered for your particular duty by our specialist engineering team from your process data sheet – your suction pressure, your design discharge pressure, your product gas composition, your site ambient conditions – no two hydrogen compression applications are exactly the same.
Refinery hydrocracking units alone consume 1,000 – 8,000 Nm3/hr of H2, at a pressure between 100 and 200 bar, volumes and pressures at best suited to the reciprocating compressor’s most powerful operating envelope. When plant economics hinge on maintaining a reliable 24 hour/day 365 day/year flow of that quantity of hydrogen, the compressor technology type is rapidly constrained. Reciprocating machines built to API 618 have been compressing hydrogen for refinery and petrochemical duty for over 70 years and come with a gas compression track record that no other technology is close to achieving at those volumes.
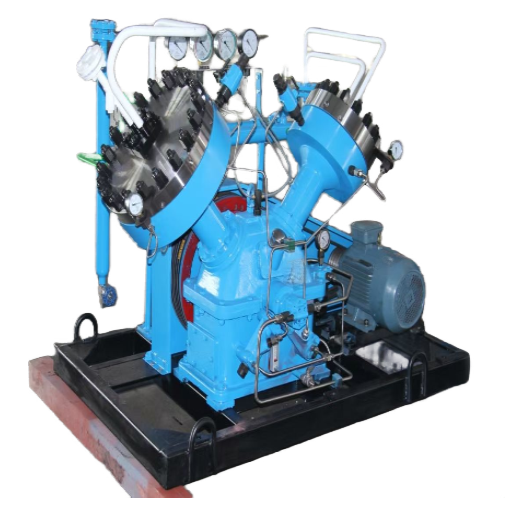
As a compressor for hydrogen service, the reciprocating type is used for refinery and petrochemicals duty. The reciprocating compressor utilizes the transformation of the electric motor’s rotary motion to a reciprocating motion of pistons by means of a crankshaft/crosshead assembly. Each revolution of the crankshaft causes the piston to evacuate hydrogen through its inlet valves and produce the hydrogen at high pressure through its outlet valves. Few multi-stage intercoolers between cylinders may produce outlet pressure as high as 600 bar and remain within temperature limits of each stage.
Four reasons reciprocating technology is the leader in large-volume hydrogen compression.
1
Posi displacement ensures a stable volume flow rate regardless of discharge pressure- unlike turbine-driven centrifugal machines that lose capacity when backpressure rises
2
High compressor pressure ratio per stage (commonly between 2:1 and 4:1) may be achieved with only 1 frame, merely re-cylindered for a different duty- no expensive change out of the base machine
3
API 618 specifically targets reciprocating and diaphragm compressors
4
The reciprocating arrangement is available lubricated or oilfree- lubricated designs reduce maintenance cost and extend performance while oilfree designs with PTFE or carbon-filled rings truly sub-ppm
High-Flow Demands in Hydrocracking
Hydrocracker recycle compressors (hydrogen duties generally over 3000 Nm/h at 150+ bar) must run with a steady flow rate, have 0 unplanned shutdowns, and be able to recover from a trip without damage. Each trip robs the refinery $200,000-$500,000 of a day’s throughput. Two stage reciprocating compressors can deliver that flow, and have that pressure act as a safety margin at and below surge; and those positive displacement speeds as a safety net up to and above 40 bar.
API 618 Compliance at Scale
For all refineries and EPC contractors it is an absolute minimum requirement of the bid that API 618 compliant compressor packages are used. In the absence of the API 618 specification, we have seen projects be delayed for months while detailed-engineering pulsation analysis was carried out because the package supplier’s unit failed, something which does not occur when the package is designed to the API 618 frame, cylinders, and piping specification.
Hydrogen Embrittlement at Scale
The larger reciprocating compressors bring a greater total metal surface to the hydrogen-pressure (even larger cylinders, longer crosshead guides, heavier valve assemblies, etc.) all components that are gas wetted must be capable of resisting embrittlement in cycling stresses. Pangeng ordered 316L stainless steel, Inconel valve plates and controlled hardness forgings on each of their hydrogen use machines. From our experience, all embrittlement failures have been the result of material substitutions over the course of manufacturing and therefore production metallurgy verification is monitored at the receipt inspection step.
Need Help Selecting the Right Reciprocating Compressor?
Send us your process data sheet. Our engineers will prepare a preliminary size specification within 48 hours- including stage configuration, material specification and estimations of cost.
Reciprocating Compressor vs. Diaphragm vs. Centrifugal for Hydrogen Applications
Hydrogen compression techniques falls into three overlaps between volume, discharge pressure and purity.. Since each approach occupies a specific region in the three dimension volumepressurepuroity space, our comparison table below helps you pinpoint your application class.
| Parameter | Reciprocating | Diaphragm | Centrifugal |
|---|---|---|---|
| Flow Range | 50–10,000+ Nm³/h | 5–2,000 Nm³/h | 500–50,000+ Nm³/h |
| Max Pressure | 600 bar | 1,000 bar | 200 bar |
| Gas Purity | 99.9–99.99% | 99.9999% | 99.5% |
| Maintenance Interval | 6,000–12,000 h | 10,000–40,000 h | 8,000–16,000 h |
| Oil Contamination Risk | Low (oil-free option available) | Zero | Low |
| Best Application | Large-volume refinery & petrochemical | High-purity, small-to-medium volume | Very large volume, low pressure |
Reciprocating compressors provide a step between diaphragm and centrifugal technology – and for many hydrogen users, that step is exactly where the duty lives. When your flow is more than 2,000 Nm/h a diaphragm compressor cannot physically supply that volume; you either need a series of diaphragm units operating in parallel (at twice the capital out lay and twice the plant footprint) or one reciprocating compressor managing the whole duty on a single frame. On the pressure side, centrifugal compressors are not viable above 200 bar, because of hydrogen – especially with its low molecular weight – where the impeller tip speed needs to approach the metallurgical limits of the component. Recips can comfortably reach 600 bar without any of the metallurgical issues that restrict centrifugal compressor discharge pressure.
That is where purity follows the trade-off. The oil-free piston rings of reciprocating compressors deliver 99.99% gas purity – suitable for most refinery, petrochemical and hydrogen storage applications, but not high enough for contaminant-free gas at 99.9999% that a diaphragm compressor provides with a complete separation of gas and oil. For this pressure range and flow rate band, at between 2,000 and 10,000 Nm/h at above 200 bar, reciprocating technology provides the lowest total installed cost. Where the flow specification is below 2,000 Nm/h but purity is dominant, then at the lowest operating costs per unit of purity delivered. The choice is diaphragm.
Customer Results: Proven Hydrogen Compressor For Refinery & Process Gas Recovery
Recip compressor performance is judged by what it delivers after 12 months of continuous operation, not the efficiency spec sheets based on laboratory conditions. Three recent hydrogen production plants set out what Pangeng reciprocating compressors achieve in process-familiar sectors and under widely varying operating conditions.
Refinery Hydrocracker
Hydrogen Recycle Compression — Middle East Refinery
Previously, the refinery’s hydrogen recycle compressor – an 15 year old two stage reciprocating installation of a European make – was tripping on high discharge temperature every 800 to 1200 hours, leading the hydrocracker to operate at reduced rate, and costing an estimated $180,000 per incident in value lost through reduced throughput. Root cause: the original cylinder design offered compression ratios of 3.5:1 and above at each stage, which caused discharge temperature to exceed the 150C material maximum for the piston rings.
We replaced it with a PG-R Standard configured as a three-stage at 3,000 Nm/h at 150 bar discharge. By dividing this load across three stage compression you keep each stage ratio down to 2.3:1 and therefore each stage 125C discharge temperature – comfortably within ring material specification. The unit has now logged 9,400 hours of valve operation before the first temperature-induced trip. Valve overhaul frequency went up from the previous 2,500 hours to 8,200 hours owing to the reduced operating temperature. Capital repayment for the retrofit was achieved after only nine months in availability savings.
Ammonia Plant
Hydrogen Feed Compression from Electrolysis — South Asia Chemical Complex
5,000 Nm³/h
Design Flow Rate
98.2%
Avg. Availability (Year 1)
22%
Energy Savings vs Previous
This ammonia process plant was required to compress electrolytic hydrogen from 15 bar(electrolyser out let) to 280 bar for ammonia synthesis loop feed. The PG-RP Process Gas compressor was to the entire 5,000 Nm/h duty in 3 intercooled stages. First-year availability was 98.2%, well above the formal 96% contractual figure. Specific energy consumption (kWh per Nm [or fresh]) was lower by 22% than for the antecedent reciprocating compressor; the difference derived in part from carefully scaled combined cylinder volumes and from contemporary valve engineering with a lower pressure drop in the valve plates. Carbon emissions during the compression step were reduced by the same amount as per this site’s electric power source is the grid and has a known emission factor.
Green Hydrogen Storage
Electrolysis Hydrogen for Pipeline Injection — Northern Europe
Challenge
A green hydrogen project provided for compression of the alkaline electrolyzer production (30 bar, wet and saturated with water vapor, varied from 200 to 800 Nm/h depending on the availability of renewable power) up to 80 bar for injection in a natural gas transmission pipeline in order to promote hydrogen as a clean energy source. Variable flow rates made the compressor a problem: it had to be turned down up to 25% without gas recycling, because recycling wasted already used renewable energy by the electrolyzer.
Solution
We provided a PG-RH High-Pressure (nominal 146 bar(a) [2,117 psig]) unit, equipped withvariable-speed driveandclearance pocket unloaded on the first stage cylinder. VSD is capable of 60-100% turndown; by meaningfully increasing the duration of low capacity operation, the clearance pocket increases turndown to 25% without gas recycling. Additionally, first stage inlet gas is processed through a conditioning package, incorporating coalescing separator and chiller to ensure removal of water vapor and enable operation without liquid accumulating in the cylinder, and creating hydraulic lock. The compressor has operated over a year and a half with the electrolyzer curves, andnever recycled is the kilowatt hours of renewable power, into the pipeline as delivered gas!
Total Cost of Ownership Advantage
15–25%
Lower Cost
per Nm³
per Nm³
For large-volume hydrogen service, below 5,000 Nm/h,(50 MMSCFD), reciprocating compressors generally provide a cost-effective 15-25 % reduction in cost per Nm compressed over equivalent centrifugal units. This is due to the superior isentropic efficiency at modest flows levels, low sensitivity to flow gas molecular weight fluctuations, and longer maintenance intervals in service at API 618 compressor design margins.
API 618 Compliance Checker
Determine which certifications and standards your reciprocating hydrogen compressor installation requires.
Start Compliance CheckAPI 618 Compliance & Industry Certifications
API 618 5th Ed.
Reciprocating compressor design standard for petroleum & chemical service
ISO 9001:2015
Quality management system certification
CE Marking
EU Machinery Directive 2006/42/EC compliance
ATEX 2014/34/EU
Explosive atmosphere equipment certification
PED 2014/68/EU
Pressure Equipment Directive compliance
The API 618 Process-Grade Standard
API 618 is what distinguishes a process-grade hydrogen compressor from an industrial air compressor disguised as a gas compressor. When your EPC contractor says “API 618 5th Edition,” he requires the compressor manufacturer to perform a full pulsation analysis and vibration study prior to even manufacturing one component. But what exactly does that mean for you as a buyer—and how does it impact your plant’s operational life?
Pulsation Analysis & Acoustic Resonance
Part of each pulsation study represents the prediction of the acoustic resonances within the piping using models of the pressure waves travelling through the suction and discharge system. If this analysis is not performed, pulsation whine and vibration can fatigue pipe welds and small bore connections within a matter of months of first startup. We have seen situations where an non API compressor was installed into a piping arrangement and within 60 days a 2 inch instrument tap developed a fatigue crack. Had this been modelled up during design as required to API 618, the pulsation would have been predicted and orifice plates or pulsation dampeners would have been added.
Mechanical Vibration & Harmonics
Mechanical vibration criteria in API 618 is compressor frame, crosshead guides and foundation. It defines limits of maximum amplitudes allowed at compressor frame and bearing housings. As well, it describes a forced-response analysis to be done on compressor foundation to verify no resonance with running speed and harmonics of the compressor. For hydrogen service the molecular weight is only 2 g/mol, so pressure pulsation amplitudes are up to 4x higher than they would be otherwise for heavier gases (such as nitrogen, natural gas, etc).
Design Allowances & Operating Envelope
Besides pulsation, vibration API 618 also provides minimum design allowances for cylinder wall thickness, cross head pin loading, crankshaft bearing loads and seal design. These allowances span the entire spectrum of the operating envelope for your compressor–upsets, turndown, start transient. The result is a machine built for your actual duty conditions, not just showroom specs.
Reciprocating Hydrogen Compressor Pricing & Procurement Guide
Buyer Advisory — Reciprocating Hydrogen Compressor Procurement
Reciprocating hydrogen compressor prices range widely from $25,000 for small single cylinder units to over $500,000 for large multi-stage API 618 process gas packages with full auxiliaries. The range in price reflects the large variation in frame size, number of cylinders, certification and scope of supply. There are four main drivers to the final price;
| Price Factor | Impact on Cost | Typical Range |
|---|---|---|
| Frame Size & Motor Power | Largest single cost driver — crankshaft, frame casting, and motor account for 30–40% of package price | 30–3,000+ kW |
| Number of Cylinders | Each additional cylinder adds forging, machining, valves, and piston assembly costs | 1–6 cylinders |
| API 618 Certification Level | Full API 618 with pulsation study, vibration analysis, and string test adds 15–25% over standard design | Standard / Full |
| Auxiliaries | Intercoolers, knockout separators, lube oil system, PLC control panel, inlet scrubber | 10–30% of total |
Lead Time
Standard lead time is 12 to 24 weeks(P.O. to. ex-works). Frame size is the most significant schedule driver – large-frames require 8-12 weeks just for the forgings alone. Accelerated delivery is offered for repeat configurations where we can source frame castings from stock, thus saving approximately 4-6 weeks from the timeline stated above. Engineering approval points (GA drawing, P & ID review, pulsation study report) are incorporated in the timeline provided and require your approval on time to prevent delays.
After-Sales Support
Pangeng allows you to hire our field service engineers for commissioning, supervision of startup or planned turnaround. Where possible, we keep a stock of wear parts (such as piston rings, valve plates, valve springs, packing rings and gaskets) to ship within 48 hours of request. For critical-service installations you may wish to consider using one of our consignment stock agreements to keep a site-specific spare parts kit either at your premises or in a regional warehouse.
Warranty
Unless otherwise specified, all reciprocating hydrogen compressors are provided with a 18 month or 8,000 hours of operation (whichever comes first) warranty for goods and materials and manufacturing defects. Time and service agreements are on offer for installations with guaranteed up time.
Our hydrogen compressor buying experience advises us that the most common project schedule delay isn’t our typical manufacturing lead-time, but incomplete process data at the quoting stage. Send us a process data sheet with suction condition, discharge target, gas composition, and ambient temperature; we reply with a preliminary sizing and a budgetary proposal in 5 business days. This proposal contains sufficiently similar technical detail so your engineering team can quickly compare the specifications of our proposal with competitors’ proposals, which reduces your vendor selection time instead of dragging it out.
Ready to Size Your Reciprocating Hydrogen Compressor?
Provide process data sheet or describe your application. Our engineering team will develop preliminary sizing, stage arrangement, and budgetary price estimate within 5 business days.
Frequently Asked Questions
A reciprocating hydrogen compressor generally applies a crankshaft driven piston inside a cylinder to compress hydrogen gas. Compression occurs as a result of a crankshaft, which converts electric motor rotation into linear piston travel through a connecting rod and crosshead guide. When the piston travels downwards during the suction stroke, hydrogen is drawn into the cylinder by the action of open and spring-loaded inlet valves. As the piston then travels back up and performs the compression stroke, the gas volume decreases and hydrogen is discharged by the action of open and spring-loaded discharge valves at elevated pressure. Multi-stage designs compress hydrogen in sequential steps with intercooling between stages, managing discharge temperature while reaching pressures up to 600 bar. Its crosshead keeps the piston moving in a straight line, which reduces scuffing of the cylinder walls and prevents side-loading that would speed the rate of hydrogen leakage past the piston rings.
Reciprocating hydrogen compressors handle 50 – 10,000+ Nm/h. The large multi-cylinder process gas compressor for Pangeng’s 600 ML/d PG-RP gas generator maintains a motor rating above 3,000kW.
It depends on the ratio of volume to purity needed for your specific application. Reciprocating compressors process larger flow rates – up to 10,000+ Nm/h vs 2,000 Nm/h for diaphragms – and are the proven technology for the majority of large refinery hydrocracking, ammonia synthesis, and petrochemical plants. Diaphragm compressors provide the higher purity level (99.9999% vs 99.9-99.99%) because their stainless steel diaphragm eliminates lubricant contact with the process gas. For flow rates above 2,000 Nm/h where 99.99% purity is acceptable, reciprocating wins on capital cost and operating cost per Nm. For flow rates below 2,000 Nm/h where purity exceeds 99.99%, diaphragm technology is the right fit.
API 618 standards the American Petroleum Institute component design code for petroleum, chemical and gas industry reciprocating compressors. Its 5th Ed keeps pulsation analysis, calculating mechanical vibration, foundation design review and design margins that go well beyond typical industrial compressor practice. For hydrogen, API 618 guarantees installation of manifolds, frames, cylinders, piping, and auxiliaries designed for hydrogen’s molecular weight (which exacerbates pulsation issues) and embrittlement characteristics. Leading refineries and EPC contractors require API 618 as a bid condition – no pass, no go for the technical stage of almost every process-industry project.
Expect 6,000 to 12,000 operating hours between overhauls, with the valve overhaul and piston ring changeout as the primary scheduled services. Lubricated machines tend toward 10,000-12,000 hours due to the oil film which protects cylinder surfaces and reduces ring wear. Oil free machines with PTFE or carbon rings require ring change out more often–every 6,000-8,000 hours, but avoid the oil separation, filtration and disposal expenses which lubricated machines generate through their service life. Most operators now put in machine analytics that monitor valve temperature, rod drop, crosshead vibration and bearing temperature on line 24/7. abnormalities are detected weeks before a trip would occur, allowing shutdowns to be planned around established turns rather than bit by bit. Pangeng digitally enbles all PG-RH and PG-RP compressor packages.
Yes–competent builders like Pangeng compress 99.9%+ pure hydrogen ever made with 316L Stainless, GT-50 metallurgy, segmented stretching, distance piece isolation, PTFE piston rings and nitrogen-purged packing. For greater purity levels please see our diaphragm compressor catalogue.
Prices range from $25,000 for small single cylinder units to well over $500,000 for large multi-stage API 618 packages with full auxiliaries. Four factors influence final cost: frame size and motor power rating (corresponds to 30-40% of total package cost), number of compression cylinders & stages, API 618 certification level (full compliance with pulsation study and vibration analysis elevates by 15-25% over standard practice) and bonus auxiliaries such as intercoolers, knockout separators, lube oil systems, inlet scrubbers & PLC controls. Freight, supervision and start-up assistance are quoted separately by location and scope of supply. To provide a genuine budget to your process data pack, including suction & discharge pressures, flow rate, gas purity, compressor frequency control capability, and site ambient temperature.
Yes. All three Pangeng compressor series are designed with your exact process parameters in mind to produce tailor made reciprocating hydrogen compression packages. We work directly from your process data sheets and P&ID drawings to dimension cylinders, select metallurgy, configure stage arrangements and specify auxiliaries. Standard units feature a skid-mounted package, complete with motor, intercoolers, knockout separators, lube oil package, PLC controls, to tie into plant utilities upon installation. Delivery time is normally between 16 & 24 weeks, but can reduced to 12 weeks for repeat order.