Get in Touch with Pangeng


If your operation relies on high-pressure nitrogen for laser cutting, pressure testing, or pipeline purging, then you are aware of the challenge involved: existing nitrogen generators and distribution systems simply do not provide the gas at the requisite pressures. Here is where a nitrogen booster compressor becomes an integral part of high-pressure nitrogen systems.
This guide aims to provide a definitive explanation of the fundamental underlying principles of nitrogen boosters, details the three different styles of compressor which exist in the marketplace with a direct comparison and provides an easy to apply sizing methodology. Being new to either procurement or upgrading an existing unit, the reader can be assured that they will gain the technical knowledge to proceed with confidence.
What Is a Nitrogen Booster Compressor and How Does It Work?
A nitrogen booster compressor is a positive-displacement compressor that takes in nitrogen gas at a low-pressure or medium inlet pressure and boosts that pressure to a much higher discharge pressure. Individual air compressor units compress air which is then used to drive a piston, diaphragm or hydraulic-driven element to increase the pressure of the nitrogen from an inlet pressure to a much higher discharge pressure. This is achieved by taking in the nitrogen supply from an upstream generator, dewar or gas cylinder bank.
The compression cycle follows three stages:
- The inlet stroke: air enters the compressor chamber at supply pressure, between 5 and 15 bar (70-220 psig), from the side-mounted network, either from a generator or a bank of cylinders.
- The compression stroke: the thermal piston, diaphragm or hydraulic-driven element has the effect of compressing the nitrogen within the chamber thus reducing the volume and raising the pressure of the gas, according to the relationship between inlet and discharge pressures, known as compression ratio. In other words, the motion of the piston increases the pressure of the nitrogen.
- The discharge stroke: once the nitrogen has been transported to the desired pressure level, it is then fed via a discharge valve into the next step of the process or storage vessel. In industrial applications, nitrogen boosters operate from ³0 bar (4³5 psig) for bagging operations, through to over ³50 bar (5,000 psig) for pressure testing.
💡 Pro Tip
It is the ratio between inlet and discharge pressures that is the most important in the ³ applications. A 6 bar inlet raising to a ³00 bar pressure has a ratio of 50:1 however this magnitude of compression ratio would normally require at least 2 stages to significantly limit the maximum temperature of the gas.
Following each stage, intercoolers use water, air or glycol-circulating coolants to limit the gas temperature. This point is very important when handling nitrogen, as excess heat can cause damage to critical downstream seals, degrades the purity of the gas and causes premature wear of the compression chambers.
Types of Nitrogen Booster Compressors Compared
Not all nitrogen booster compressors share the same mechanism to compress air or nitrogen. Depending on your required flow rate, gas pressure range, purity and duty cycle conditions, each pressure booster design offers different reliability and versatility trade-offs. If you select a design no suited to your needs, this is one of the most expensive errors in purchase.
| Feature | Piston Booster | Diaphragm Booster | Hydraulic-Driven Booster |
|---|---|---|---|
| Compression Method | Reciprocating piston in cylinder | Flexible metal diaphragm driven by hydraulic fluid | Piston driven by hydraulic oil system |
| Max Pressure | Up to 500 bar (7,250 psi) | Up to 1,000+ bar (14,500+ psi) | Up to 1,500 bar (21,750 psi) |
| Flow Capacity | High — 50 to 2,000+ Nm³/h | Low to medium — 5 to 500 Nm³/h | Low — typically under 100 Nm³/h |
| Gas Purity | Risk of oil contamination (unless oil-free design) | Zero contamination — gas never contacts lubricant | Risk of hydraulic oil migration |
| Duty Cycle | Continuous (24/7 industrial operation) | Continuous (avoid frequent start/stop) | Intermittent to continuous |
| Noise & Vibration | Higher — requires foundation and damping | Lower — smoother diaphragm motion | Lowest — hydraulic cushion absorbs pulsation |
| Maintenance Demands | Moderate — piston rings, valves need regular service | Lower — diaphragm replacement is primary item | Lower — fewer moving parts, simpler structure |
| Best For | High-volume industrial N2 boosting, pipeline operations | Ultra-pure gas, lab and semiconductor environments | Intermittent high-pressure tasks, field testing |
⚠️ Common Mistake
2. Select a diaphragm booster For high-volume continuous uses (>500 Nm/h) where a piston unit would give better flow rates at lower Cost per Nm3 or other unit of gas. Diaphragm boosters are best for purity not throughput. It’s a black art to define standard specifications for a typical golf ball nitrogen booster, yet specify a normal piston booster for semiconductor standard nitrogen (99.999%+) without an oil-free type your cleanroom will sulk and block the entire line.
Some manufacturers also specify hybrid architectures- a screw compressor for the atmospheric first stage followed by a piston booster for the second (high-pressure) stage. This tends to reduce vibration and extender wearing-part intervals on comparison with pure piston designs.
Key Industrial Applications for Nitrogen Boosters
Nitrogen booster compressors turn up in dozens of high-pressure applications across industries wherever inert gas is needed. Manufacturers offer pretty much every pressure and purity combination needed by the very simplest to the most sophisticated process.
| Application | Typical Pressure Range | Why Nitrogen? |
|---|---|---|
| Laser Cutting (Fiber/CO2) | 20–40 bar (290–580 psig) | Prevents oxidation at the cut edge, producing clean, burr-free cuts on stainless steel and aluminum |
| Pressure Testing & Leak Detection | 50–500 bar (725–7,250 psig) | Inert and non-flammable — safe for testing pressure vessels, pipelines, and valves per OSHA 1910.101 compressed gas requirements |
| Oil & Gas (Enhanced Oil Recovery) | 200–350 bar (2,900–5,075 psig) | Nitrogen injection maintains reservoir pressure and displaces crude oil in EOR operations |
| Electronics & Semiconductor | 5–10 bar (72–145 psig) | Ultra-pure N2 blanketing prevents oxidation during soldering, wave soldering, and wafer processing |
| Gas Cylinder Filling | 200–300 bar (2,900–4,350 psig) | On-site generation + boosting eliminates bulk gas deliveries, per CGA cylinder filling standards |
| Food & Beverage Packaging | 6–15 bar (87–217 psig) | Modified atmosphere packaging (MAP) uses N2 to displace oxygen and extend shelf life |
This variety is why nitrogen boosters offer so many configurations across medium and high pressure ranges. Most, like a ’12 bar high-pressure system’ would be utterly meaningless for the scaling and purity requirements of an injection EOR project operating 350 bars, but equally hopelessly inappropriate for a 10 bar, 4 Nm3/hr food-packaging project.
💡 Pro Tip
Industry experience suggests high content oxygen free nitrogen (OFN) generation on-site with a nitrogen booster compressor can reduce the cost of gas by 40-60% compared with delivering bulk-liquid nitrogen. The typical time to save 1 million pounds with a generator-booster system is between 12 and 24 months.
How to Size a Nitrogen Booster Compressor — Step by Step
The art of selecting your nitrogen booster correctly is to avoid making two expensive mistakes-and oversizing or undersizing. Here’s five easy steps to ensure you specify the right nitrogen booster type for your operation.
5-Step Sizing Method
- First, define your discharge pressure. What is the maximum working pressure your process needs? Design in bar (gauge) or Psig. Add 10-15% above this value.
- Next, identify your inlet pressure. What pressure do you need to get your nitrogen from process/ generator to booster? Typical membrane systems will deliver air at 5-13 bar, PSA based nitrogen at 4-10 bar, Liquified Nitrogen dewars at 10-22 bar after the freezing process.
- Third, calculate the compression ratio. Use discharge absolute pressure divided by inlet absolute pressure to find this ratio. Usually if the ratio is greater than 10:1, the stage needs to be divided into 2 or 3.
- Fourth step, work out the flow rate. What Nm3/h (or SCFM) does your process require at peak capacity? Build in a safety margin of 15-20% to accommodate load spikes and future needs.
- Finally, consider your duty cycle. Will your nitrogen booster run continuously or intermittently? Continuous operation requires a different motor rating, cooling, and higher-grade valves than intermittent.
Worked Example: Laser Cutting System
A manufacturing plant supplies nitrogen to two fiber laser cutters with demand of 80 Nm/h at 30 bars. Their conventional membrane nitrogen generator offers 7 bar output pressure.
- Discharge pressure (pressure should be at or above 30 bar): 30 Bar plus safety margin of 15%=35 bar (gauge)
- Inlet pressure: 7 bar gauge = 8 bar absolute
- Compression ratio: 36 bar (abs) divided 8 bar (abs)= 4.5:1 (single stage preferable).
- Flow rate needed: 80 Nm/h plus 20% for future growth and transient loads.
- Duty cycle: Continuous (two-shift operation, ~16 hours/day)
- Power estimate: For this ratio and flow expect a motor rating of 15-22kW
Now that we have set these limits you can receive quotes from suppliers on the same footing – matching inlet conditions and target discharge pressure, avoiding comparing incompatible specs.
If you want to review our line of nitrogen booster compressors with full model specifications, the product page is a good place to compare sizes with a built-in sizing guide to help.
Integrating Nitrogen Generators with Booster Compressors
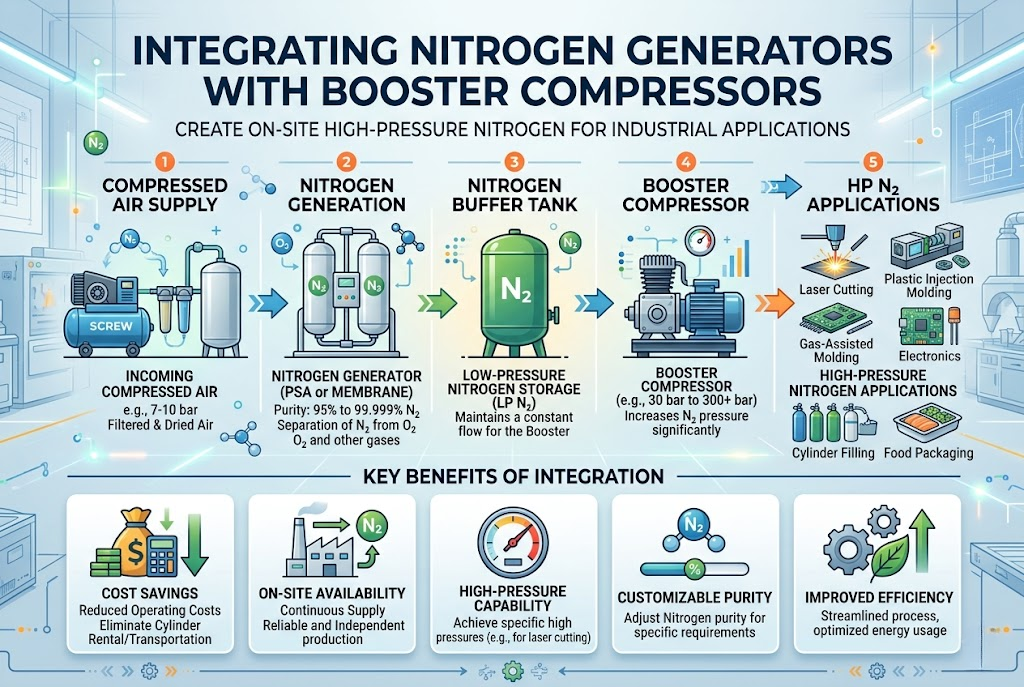
Most of today’s high-pressure nitrogen systems combines an on-site generator with a booster compressor instead of buying bulk liquid or high-pressure cylinder delivery. Two dominant technologies—membrane separation and Pressure Swing Adsorption, or PSA—generate nitrogen at two different pressure and purity ranges, which affects how you specify the booster downstream.
| Parameter | Membrane Generator | PSA Generator |
|---|---|---|
| Typical Purity | 95–99.5% | 99.5–99.999% |
| Outlet Pressure | 5–13 bar | 4–10 bar |
| Flow Stability | Continuous, steady flow | Cyclic (alternating adsorption/regeneration towers) |
| Booster Pairing | Straightforward — stable inlet pressure | Requires buffer tank to smooth pressure cycles |
| Best Matched Booster | Piston or hydraulic-driven | Piston with receiver tank, or diaphragm for ultra-purity |
⚠️ Common Integration Mistake
Delivering inconsistent inlet pressure by undersizing the generator, or by connecting directly to a PSA generator without a buffer receiver, causes the booster to cycle excessively while raising energy costs and causing pressure fluctuations at the point of use. Always install a nitrogen receiver (buffer tank) between a PSA generator and the booster inlet.
A well-designed system includes: compressed air supply air treatment nitrogen generator nitrogen receiver tank booster compressor high-pressure receiver point of use. Each component needs to be specified to match each other- running an undersized air compressor upstream will starve the generator, and in turn starve the booster, wasting energy and increasing cost.
Maintenance Best Practices and Troubleshooting
A nitrogen booster compressor is moving parts that requires scheduled maintenance. A reliable booster is one that receives tight scheduled maintenance. Skipping scheduled maintenance in favor of unplanned downtime costs too dearly in parts and labor, so here is a practical maintenance schedule based on typical industrial operating conditions.
- ✔
Daily: Check oil level (lubricated models), verify inlet and discharge pressure gauges, listen for unusual noise or vibration, inspect for visible gas leaks at fittings - ✔
Every 500 hours: First service on new units — inspect valves, check piston ring seating, verify controller calibration, drain moisture from intercoolers - ✔
Every 2,000–4,000 hours: Replace valve kits (suction and discharge valves), inspect piston rod packing, clean or replace inlet filters, test safety relief devices - ✔
Every 6,000–8,000 hours: Replace piston rings, inspect cylinder bore for scoring, re-grease wrist pin bearings, evaluate connecting rod bearings - ✔
Annually: Full system audit — pressure test all connections, recalibrate the controller and pressure transducers, inspect intercooler tubes for fouling, verify motor insulation resistance
3 Warning Signs Your Booster Needs Attention
- Increased discharge temperature: If the outlet from any compression stage is hotter than baseline, intercoolers may be fouled or valves may be leaking internally – both reduce efficiency and increase wear.
- Slower cycle time to pressure test point: When it takes noticeably longer to charge a receiver tank or test pressure, ring or valve wear can be suspected, leading to less volumetric efficiency.
- Vibration or abnormal noise: Loose connecting rod bolts, worn bearings or a crack in a valve plate, may make noise before catastrophic failure. For high-pressure nitrogen service, catching this early is a safety measure to prevent incidents.
💡 Pro Tip
Maintain a log book either in paper or digital format, recording the discharge temperature, inlet pressure, and cycle time for each service interval. Comparing each of these over time will show deterioration trend lines months before a failure, and an operator who carries this data regularly can minimize unplanned downtime by identifying issues in scheduled maintenance.
Total Cost of Ownership: What Buyers Often Overlook
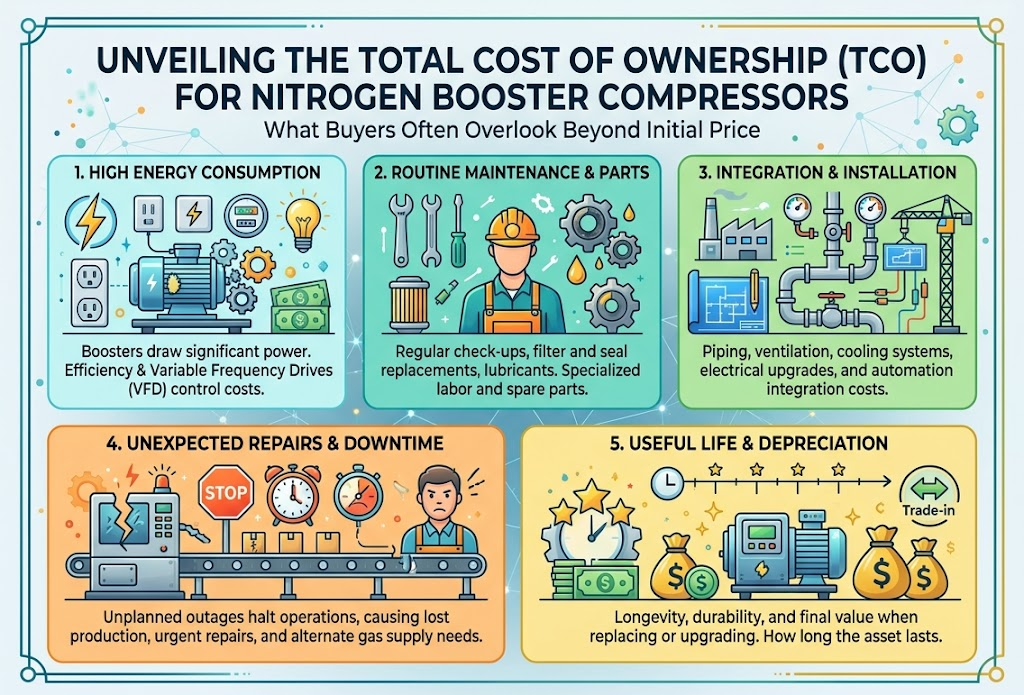
The cost of buying a nitrogen booster compressor accounts for a small percentage of the total cost of ownership over its lifetime. Energy usage statistics by the U.S. Department of Energy’s Advanced Manufacturing Office indicate that electric power consumption (energy) “can constitute up to 70-75 percent of compressor TCO over a 10-year life cycle” of the compressor, while the “electric equipment cost constitutes approximately 10-20 percent of TCO”.
70–75%
Energy Costs (10-Year TCO)
10–20%
Equipment Purchase Price
5–10%
Maintenance & Parts
Energy Cost Calculation Example
Imagine a 30 hp (22 kW) piston booster that operates two shifts per day, 300 days per year – approximately 4,800 hours/year of operation.
- Yearly consumption of energy: 22 k W 4,800 hours=105, 600 KWH
- Om $0.10/kWh (US as standard industriell): 105 600 $0.10 = $10,560/år
- Over 10 years: $105,600 in electricity alone
- Equipment purchase for a booster this size: typically $15,000–$30,000
The calculations make it obvious: a booster that costs $5,000 less initially but is 15% less efficient will work out to a much more expensive investment over its lifetime. Energy-efficient features — variable speed drives, valve timing optimisation, efficient intercooling — deliver cost savings within the first few operational years.
Hidden Cost Factors Most Buyers Miss
- Installation and commissioning: Foundation requirements, electrical work, piping, startup, etc., typically add 15-25% to equipment cost
- Unplanned downtime: An hour of downtime for a production-critical booster hits downstream revenue hard—often more than the repair bill.
- Heat recovery opportunity: as much as 90% of input energy becomes heat – recover that heat for space heating or pre-warming of subsequent process improve system economics
- Repair parts Lead time: For imported boosters the spares for critical components e.g. valve kits, piston rings would have a lead time of 4-8 weeks- by stocking a simple spare parts kit at commissioning longer down-time can be avoided
Frequently Asked Questions
Q: How does a nitrogen booster compressor work?
View Answer
It draws pre-pressurized nitrogen through an inlet valve, compresses the gas using a piston, diaphragm, or hydraulic-driven mechanism, and discharges it at a higher pressure. The discharge-to-inlet pressure ratio determines how many stages are needed — higher ratios call for multi-stage compression with intercooling between stages.
Q: What is the difference between a nitrogen booster pump and a nitrogen booster compressor?
View Answer
These terms are often used synonymously in the industry, however the design of the unit is slightly different. A nitrogen booster pump (or gas booster) is usually an air operated, single acting, intermittent use, moderate flow unit. A nitrogen booster compressor is generally a motor operated multi stage reciprocating machine, heavier-built and meant for continuous industrial running and larger throughput.
Booster pumps are more often found in flow testing laboratories or on the field, whereas booster compressors are more common in industrial production plants and gas processing plants.
Q: Do I need a 40-bar or 300-bar nitrogen booster?
View Answer
That depends on your process. Laser cutting runs at 20–40 bar, food packaging at 6–15 bar, and pressure testing or cylinder filling at 200–300+ bar. Identify your actual process pressure, add 10–15% margin, and you have your minimum discharge spec.
Q: Are nitrogen booster compressors oil-free?
View Answer
Not all of them. Diaphragms on boosters are oil-free by nature, simply because the gas is never in contact with any lubricant, since the diaphragm creates an absolute seal between the hydraulic drive and the gas chamber. Piston boosters can be either oil-lubricated or oil-free. Oil-free piston boosters use PTFE or carbon filled piston rings that require no lubrication. For ultra-pure nitrogen applications (semi-conductor, pharma) you will want an oil free or diaphragm booster to ensure no contamination.
Q: How often should a nitrogen booster compressor be serviced?
View Answer
Service intervals will vary based on operating pressure, gas, booster technology, etc. Typical piston booster service schedule: first service at 500 operating hours, valve kit swap at 2,000-4,000 hours, piston ring swap at 6,000-8,000 hours. Diaphragms require periodic cycle count based on OEM specifications. Consult your OEM for specific maintenance schedule on your model, and record operating hours and discharge temperatures so you know in advance when service will be required to avoid unplanned outages.
Q: Can a nitrogen booster compressor work with both membrane and PSA generators?
View Answer
Yes, but the integration requirements vary. Membrane generators are delivered at constant pressure (5-13 bar), thus can easily be teamed with any booster technology. PSA generators will cycle in the purge and adsorption phase causing fluctuations at the outlet. When pairing a booster with a PSA generator, place a nitrogen receiver or buffer tank in between the generator and the booster inlet to absorb pressure swings and protect the booster from cycling frequency.
Need Help Choosing the Right Nitrogen Booster?
From single booster units to full generator-booster systems, Pangeng can guide you in finding the right booster solution for your flow, pressure and purity requirements — delivering reliable performance and improved productivity across your nitrogen system.
About This Guide
This post has been compiled by the Pangeng engineering team, based on our experience designing nitrogen booster compressor configurations for clients in production oil and gas, laser cutting, and industrial manufacturing applications. The sizing calculation and maintenance cycles outlined here are based on field experience with reciprocating and hybrid boosters across a range of 30-500 bar pressure configurations. Our intent is to provide engineers and purchasing staff insight into selections before they need to call Pangeng.
References & Sources
- OSHA Standard 1910.101 — Compressed Gases (General Requirements) — U.S. Department of Labor
- Advanced Manufacturing Office — Compressed Air Systems — U.S. Department of Energy
- CGA Safety Standards for Compressed Gases — Compressed Gas Association
- ASME Boiler & Pressure Vessel Code (BPVC) — American Society of Mechanical Engineers
- Pressure Safety Guidelines (Chapter 7) — Lawrence Berkeley National Laboratory



