Get in Touch with Pangeng

A diesel air compressor is a self-contained pneumatic power unit combining a diesel engine and a rotary screw or piston compressor element – the whole system is designed to run at full rated flow on jobsites with no electric grid. Construction crews, mining outfits, and DTH drillers rely on this equipment because it converts fuel to compressed air wherever it is needed, from −20 °C to +50 °C. This reference explains how it works, how to select the right rated flow, what Tier 4 Final means for your purchase, the 10-year cost picture versus electric competitors, maintenance considerations, and where the market heads through 2026.
💡 Quick Specs: Diesel Air Compressor at a Glance
- Airflow (CFM): 185 – 1,600+ CFM (portable), 60 CFM (truck-mounted)
- Pressure (PSI): 100 – 500 PSI standard; up to 50 MPa (7,250 PSI) on screw-piston tandem machinery.
- Engine options: Cummins, Deutz, Caterpillar, Kubota, Perkins
- Compressor element: rotary screw (100% duty), reciprocating piston (60-70% duty), screw-piston tandem.
- Mounting: towable trailer, truck-mounted, or skid-mounted
- Emissions standard: EPA Tier 4 Final / EU Stage V.
- Fuel use: 1.5 – 13 gal/hr across the full range at 100 % load.
- Noise: 62 – 83 dBA at typical operator distance (enclosed)
- Main uses: construction, mining, DTH drilling, sandblasting, pipeline, remote industrial.
Need a matched model? See Pangeng’s line of diesel air compressors from 185 to 1,600 CFM.
What Is a Diesel Air Compressor, and Why Does Mobility Matter?

Every diesel air compressor packages four components into one mobile unit: a diesel engine to drive the shaft, a compressor element that crushes atmospheric air, an aftercooler and oil separator to condition the output, and a control system that varies fuel and pressure to match demand. Unlike a shop compressor that needs three-phase utility power, the diesel unit can produce rated airflow from the cold start in just minutes after its arrival on location.
That responsiveness is the whole purpose. A U.S. Department of Energy technical bulletin on compressor standards notes that engine-driven air compressors are developed for applications where the availability of electric power cannot be depended upon. In reality, that covers a good chunk of linear construction, fringe-area utility work, mine development, remote well-production, and emergency aid work – jobs where waiting for the utility transformer and cable configuration should not be part of the plan.
Field experience from suppliers in the 185 – 1,600 CFM group indicates that these machines operate in the rated CFM range over a broad ambient band, roughly −20 °C to +50 °C, without external cooling water or auxiliary heat. That is why rental equipment firms and contractors consider the diesel air compressor as standing under a classification of its own as opposed to a form of permanently installed industrial equipment.
💡 Key takeaway: The diesel engine is not a nicety — it is what makes on-site, off-grid pneumatic power possible at full rated flow.
How Does a Diesel Air Compressor Work?
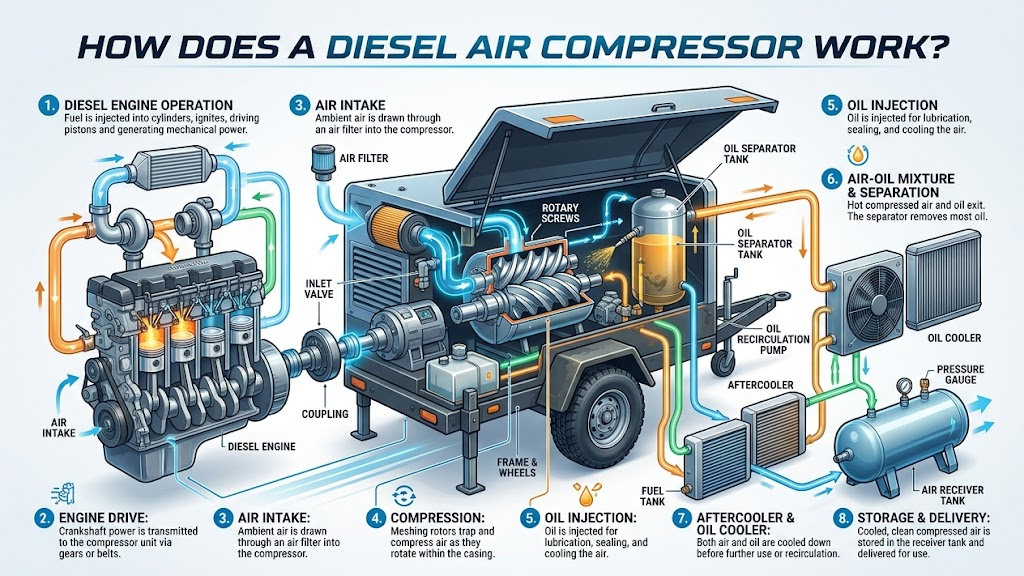
How Does a Diesel Air Compressor Work? (60-Second Answer)
The diesel engine drives a shaft that operates a compressor element—either a pair of meshing helical rotors (rotary screw) or a piston reciprocating back and forth. The element takes the ambient air and squeezes it down in volume, jacking its pressure. The compressed air moves through an aftercooler (to cool it down), an oil separator (to remove lubricant) and a service valve before reaching the work tool. The work receives power in the form of diesel; we take power out in the form of pneumatic energy. Do air compressor run on diesel? You bet they do in mobile units they get around the electrical grid.
Rotary screw is the dominant design for 185 CFM and above. Two helical rotors — a male rotor with four lobes, a female with six — mesh inside a housing; as they turn, typically at 2,000 – 4,000 rpm, the trapped air pocket shrinks toward the discharge port. Oil is injected throughout the compression process both to seal the tiny clearances and to carry away heat. Output is a pulse-free, continuous airflow suited to tools that run for hours without pause, including sandblast nozzles, DTH rock drills, and pipeline drying equipment.
Reciprocating piston elements, by contrast, use a crankshaft and connecting rod to push a piston back and forth inside a cylinder. Piston designs reach higher pressures — two-stage variants climb above 5,000 PSI — but the intermittent stroke generates heat faster, so duty cycle drops to 60 – 70 %. Piston units fit high-pressure intermittent work: pressure testing, PET blow molding, and cylinder recharge.
Screw-piston tandem arrangements place a rotary-screw first stage in front of a piston second stage. Screw handles volume; piston adds pressure. These machines reach 50 MPa (7,250 PSI) in a single wind-cooled package — the configuration of choice for mining and pipeline work that needs both high volume and high pressure from one chassis. Performance reporting across the category follows Compressed Air & Gas Institute (CAGI) measurement conventions, which means specifications from different manufacturers can be compared directly.
📐 Engineering Note
In a rotary-screw element, male and female rotor pairs maintain a 5 – 25 µm running clearance filled by an oil film. Male rotors turn near 4,000 rpm under full load, and per-stage compression ratio sits in the 7 – 13 range. Exceed the oil-temperature window (typically 80 – 105 °C) and clearance control degrades — which is why thermal management, not rotor metallurgy, sets realistic service life.
Sizing a Diesel Air Compressor: CFM, PSI, and Duty Cycle
Undersizing is the most common — and costliest — error in this category. Reading through contractor and service-professional forum discussion shows the pattern clearly: a new customer chooses a unit on tank size or horsepower rating, then finds it cannot keep up with a sandblast nozzle, and ends up either short-cycling the unit into early failure or renting something larger. Here is the four-step sizing process that prevents this.
Step 1 — Sum simultaneous tool demand. List every pneumatic tool that will run concurrently and add their rated CFM. Do not add “average” demand; add peak simultaneous demand. Consumption figures for the pneumatic tools normally powered by diesel units appear below.
| Tool | CFM (at 90–100 PSI) | PSI required | Duty pattern |
|---|---|---|---|
| Jackhammer (60 lb) | 85 – 90 | 90 | Continuous |
| Pneumatic breaker (30 lb) | 45 – 50 | 90 | Continuous |
| Impact wrench (1″) | 10 – 12 | 90 | Intermittent |
| HVLP paint spray gun | 8 – 12 | 40 | Continuous |
| Sandblast nozzle (3/8″) | 140 – 170 | 100 | Continuous |
| Sandblast nozzle (1/2″) | 250 – 290 | 100 | Continuous |
| DTH rock drill | 500 – 900 | 250 – 350 | Continuous |
| Pipeline drying | 400 – 800 | 120 – 150 | Continuous |
Step 2 — Apply the 20/100 Sizing Rule. Take the summed figure, add 20 % headroom, round up to the nearest commercial 100-CFM tier. The 20 % buffer absorbs altitude derate, air-line leakage, and tool wear; the 100-CFM rounding matches how manufacturers step their model ranges. Two jackhammers pulling 170 – 180 CFM in parallel do not fit a 185 CFM unit — the buyer needs 250 or 300 CFM to stay off the unloader at the wrong moments.
Step 3 — Match PSI to the highest single-tool requirement. A sandblast nozzle wants 100 PSI; a DTH drill wants 250 – 350 PSI. You size on the PSI ceiling, not the average, because the compressor cannot produce what it was not rated for.
Step 4 — Factor duty cycle into the element choice. Rotary-screw elements run at 100 % duty cycle; reciprocating piston runs at 60 – 70 %. For continuous work (hours of sandblasting, all-day drill support), screw is the only realistic answer. For intermittent high-pressure work (pressure tests, seismic blow-downs), piston may be sized smaller while still meeting the peak.
How Many CFM Do You Need to Paint a Car?
An HVLP (high-volume, low-pressure) spray gun needs 8 – 12 CFM at 40 PSI; a conventional siphon-feed spray gun needs 14 – 18 CFM. Since one panel refinisher only runs one gun at a time, 20 CFM of delivered air is plenty — a 185 CFM diesel unit is overkill unless you also run air sanders simultaneously. Most paint-finish problems here trace to moisture and oil contamination rather than CFM shortage; a small inline desiccant dryer and oil filter solve 90 % of defects without resizing the compressor.
What Is a 75 % Duty Cycle?
The compressor duty cycle is the actual time in an hour that the unit runs versus times it takes a rest. A 75 % duty cycle (process is producing 45 minutes of work in an hour followed by 15 minutes of rest) is a reasonable target. Piston compressors will be found in the 60 – 70 % range; rotary-screw units are set at 100 % because the sealed oil-helical rotors are quite capable of continuous heat removal. Oversize-plus-ShorCycle is how pistons tend to fail – they lack the ability to operate at the average workload at the design delivery rate.
Is 4 CFM at 90 PSI Good?
For nailers, small brad guns, and tire inflation, 4 CFM at 90 PSI is adequate. For any serious rotary tool — die grinders, dual-action sanders, cutoff wheels, impact wrenches over 3/8″ — it is not enough. Anything rated at 4 CFM is a trim-carpenter unit, not a diesel-class jobsite asset. Do not confuse tool ratings “works at 4 CFM” with “works well at 4 CFM”; read the gun’s SCFM-at-PSI curve, not the marketing minimum.
Stuck on the math? Pangeng’s CFM sizing calculator applies the same four steps with your actual tool list.
Diesel vs Electric: the 10-Year Cost Picture
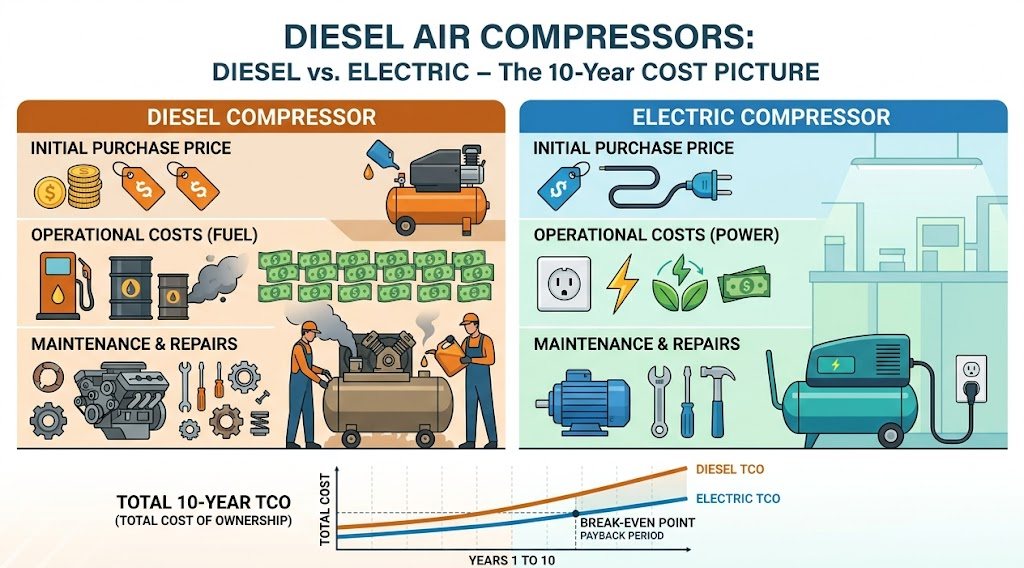
Procurement teams looking at a diesel unit price sheet often miss the bigger number. Across a typical 10-year service life, the purchase price of an industrial air compressor represents only 10 – 20 % of its total cost of ownership. Everything else — 80 – 90 % — is fuel or electricity plus maintenance.
This number is not speculation. The U.S. Department of Energy compressed-air cost report documents that roughly 10 % of all electricity consumed in a typical industrial facility goes to generating compressed air — which, run through a 10-year lifecycle calculation, lands on 70 – 80 % of TCO attributable to energy for the compressor system. Multiple industry sources corroborate the same range for diesel units substituting fuel for kWh.
Improving fuel efficiency by just 5 % across a decade of continuous use therefore outweighs the original purchase price of the unit itself. Not hyperbole; it is the arithmetic of compound runtime.
| Cost component | Diesel rotary screw | Electric rotary screw |
|---|---|---|
| Purchase (% of TCO) | 10 – 20 % | 10 – 20 % |
| Fuel / power (% of TCO) | 65 – 75 % (diesel) | 70 – 80 % (electricity) |
| Maintenance (% of TCO) | 10 – 15 % | 5 – 10 % |
| On-site emissions | Yes (Tier 4 Final compliant) | None (grid-sourced) |
| Noise (operator position) | 76 – 83 dB | 65 – 75 dB |
| Minute-zero mobility | Yes | No — transformer and cable required |
Are Diesel Air Compressors More Efficient Than Electric?
Strictly on kWh converted to compressed-air horsepower, electric rotary-screw units win by 8 – 12 % because they do not pay the thermal conversion penalty at the engine crankshaft. But that efficiency margin only matters where three-phase power is reliable and cheap. On a mobile jobsite, the diesel unit produces air immediately while the electric equivalent is still waiting for the utility install. Practical efficiency is what the unit delivers under your conditions — not a lab dyno number.
✔ Diesel advantages
- Minute-zero deployment anywhere
- Shares fuel logistics with other diesel iron on site
- Full rated CFM from cold-start in under five minutes
- Proven −20 °C to +50 °C operation
⚠️ Diesel limitations
- 15 – 20 % higher maintenance cost over 10 years vs electric
- Tier 4 Final units use about 1 liter of DEF per 20 liters of diesel.
- Roughly 10 dB louder than enclosed electric equivalents
- Exposed to fuel-price volatility that electric contracts can hedge
Need side-by-side on a specific scenario? Use Pangeng’s diesel vs electric comparison tool.
Tier 4 Final and EU Stage V: Emissions Compliance That Affects Procurement

Non-road diesel engines above 56 kW must meet EPA Tier 4 Final in the United States or EU Stage V in Europe. Both standards address the two pollutants that actually matter for diesel equipment: particulate matter and nitrogen oxides. Identifying the units that meet the criteria at delivery is important — municipalities, client organizations, and state governments have emission thresholds and will reject equipment without documentation, usually at the cost of a weeks-long schedule delay.
Compliance works through two aftertreatment systems acting together. The first is selective catalytic reduction (SCR) combined with diesel exhaust fluid (DEF), a 32.5 % urea solution injected into the exhaust stream. DEF reacts with NOx on a catalyst to produce nitrogen and water. Consumption runs at roughly one gallon of DEF for every twenty gallons of diesel. The second system is a diesel particulate filter (DPF) that traps soot and oxidizes it during periodic regeneration, reducing particulate emissions to within the Tier 4 Final limit.
EPA’s published Tier 4 Final limits for the 56 – 560 kW non-road diesel range tighten dramatically against earlier tiers. The EPA Emission Standards Reference Guide documents a NOx limit of 0.40 g/kWh (down from 2.0 g/kWh in Tier 3) and a PM limit of 0.02 g/kWh (down from 0.20 g/kWh) — a tenfold PM reduction and a fivefold NOx reduction in a single standard.
California’s In-Use Off-Road Diesel-Fueled Fleets Regulation goes further. On January 10, 2025 EPA granted CARB authorization to enforce the 2022 amendment — which means fleet operators bringing older Tier 3 equipment into California need to verify serial-plate tier year by year.
Three practical checks at delivery protect against non-compliance: (1) confirm the engine serial plate is stamped “Tier 4 Final” or “Stage V”; (2) request the engine-OEM compliance letter; (3) verify the compressor package carries ISO 9001 certification for the complete unit, not just the engine.
⚠️ Cold-climate caveat
DEF freezes at −11 °C. Units operating below that threshold require heated DEF tanks — standard on Tier 4 Final compliant OEM engines but worth confirming in writing before shipment to Canadian, Scandinavian, or high-altitude jobsites.
Engine and Element: Why Cummins and Kubota Dominate

Four engine OEMs supply most of the non-road diesel market relevant to this category: Cummins (B and C series, 49 – 540 HP), Deutz (D and TCD series), Kubota (V and D series for sub-75 HP applications), and Caterpillar (C-series, 250 HP and above). Perkins shows up in European-market Sullair product lines. What ties them together is global parts availability — the same engine technician who services a fleet’s excavators and generators already knows how to service the compressor’s power pack.
On the compressor side, the HP-to-CFM ratio is the efficiency fingerprint. Rotary-screw elements produce 4 – 5 CFM per engine HP at 100 PSI while sustaining 100 % duty cycle. Reciprocating piston elements drop to 3 – 4 CFM per HP and surrender continuous operation. Screw-piston tandem configurations deliver the screw’s CFM/HP advantage for the first stage and add the piston’s pressure ceiling for the second — an engineering compromise that works because each element operates in its efficient range.
Noise engineering comes down to enclosure acoustic packaging. Bare diesel compressors at 4,000 rpm radiate 90 – 95 dB at one meter. Full-perimeter acoustic enclosures drop that by 8 – 12 dB at the operator position; a well-packaged 185 CFM unit such as the Airman PDS185EZ reads 62 dBA at seven meters — roughly office-noise level. The difference between a 75 dB unit and a 65 dB unit matters more than it sounds: every 3 dB is a doubling of perceived intensity, and the rotary screw air compressor category consistently runs quieter than the reciprocating piston models of equivalent airflow.
Maintenance Schedule and the Failures That Actually Happen
The service schedule below is composite – distilled from OEM manuals for Cummins, Kubota, and Deutz power packs on compressor duty. Hours, not calendar days, drive intervals. Rental fleets hitting 2,000 hr/yr will service their 185 CFM units more than twice as often as occasional-use contractors; both cadences are normal.
| Task | Interval | Typical downtime |
|---|---|---|
| Engine oil and filter | 250 – 500 hr | 45 min |
| Air intake filter (inspect; replace as needed) | 100 hr | 10 min |
| Compressor oil (rotary screw) | 1,000 – 2,000 hr | 60 min |
| Fuel filter | 500 hr | 20 min |
| Oil separator element | 2,000 – 4,000 hr | 60 min |
| DPF regeneration inspection | Every 250 hr | 15 min |
| DEF top-up | Continuous (1 gal per 20 gal diesel) | 5 min |
Planned maintenance is the easy part. Here are the five failure modes that actually sideline diesel units in the field:
- Oil carryover. A saturated separator element lets lubricant pass into the discharge air, contaminating downstream pneumatic tools. Industry analysis of oil carryover traces the triggers to temperature instability, component failure, incorrect oil levels, or extended operation outside the compressor’s optimal load range — every one of which is operator-controllable. Fix: replace the separator at 2,000 hr, keep oil temperature under 100 °C, and run the compressor loaded rather than idling.
- Over-temperature shutdown. Blocked radiator fins — dust, chaff, cement residue — cause engine and compressor temperatures to climb until the ECU trips offline. Fix: blow out radiator cores weekly on dusty sites; do not wait for the red light.
- Unloader valve stuck open. Symptom: the unit runs but cannot hold pressure under load. Inside the unloader actuator, the diaphragm has likely perforated. Fix: rebuild kit replacement; about $200 in parts, two hours in labor.
- DEF crystallization. Industry reporting identifies crystallized DEF as one of the leading causes of SCR failure and downtime on Tier 4 Final engines. Deposits form when a unit sits unused beyond 30 days or when the DEF tank is exposed to freeze/thaw cycles. Symptoms include a loud humming from the DEF pump and SCR fault codes. Fix: flush the DEF system, refill with fresh fluid, and run 30 minutes at load to clear the injector.
- Low-load fuel dilution. Idling for hours at light load drops combustion temperatures below what the rings need to seal; unburned fuel slips past and dilutes the crankcase oil. Fix: avoid prolonged idle, use auto-stop controls where available, and check engine oil dipstick for fuel smell at every service.
📐 Engineering Note
Bearing oil pressure at 4,000 rpm should read 3.5 – 5.5 bar (50 – 80 psi) on a warm engine. Anything below 2.5 bar indicates bearing wear or fuel dilution of the oil – shut the unit down and investigate before resuming work. This single check has saved more compressor heads than any other five-minute procedure.
Choosing the Right Diesel Air Compressor: a Buyer’s Framework

The framework below consolidates sizing, pressure, mobility, compliance, and climate decisions into a five-step sequence. Exact model recommendations depend on your specific jobsite conditions and tool inventory – but the logic is consistent across applications.
Five-step decision tree
- Peak simultaneous CFM decides the class. Under 250 CFM → Compact. 250 – 500 CFM → Mid-range. Above 500 CFM → Heavy-duty.
- Highest PSI required sets the element choice. At or below 150 PSI → standard rotary screw. 150 – 500 PSI → high-pressure rotary screw. Above 500 PSI → screw-piston tandem.
- Move frequency drives the mounting. Weekly or more → towable chassis. Monthly → truck-mounted. Rarely → skid-mounted, crane-lifted.
- Tier 4 Final / Stage V mandate? If yes, specify a Cummins or Deutz Tier 4 Final engine and verify the serial plate. Off-highway sites without local emissions rules can accept Tier 3 at lower cost, but future site access narrows.
- Climate and altitude thresholds. Below −11 °C → heated DEF and cold-weather package. Above 3,000 m → high-altitude derate kit and factored CFM expectation.
| Scenario | Recommended tier | Mounting |
|---|---|---|
| General construction, 2 – 3 pneumatic tools | 185 – 250 CFM @ 100 – 150 PSI | Towable |
| Sandblasting, 3/8″ nozzle | 375 CFM @ 100 PSI | Towable or truck |
| Water-well DTH drilling | 750 – 900 CFM @ 250 – 350 PSI | Skid |
| Mine ventilation + scaling | 1,200 – 1,600 CFM @ 150 – 250 PSI | Skid |
| Pipeline pressure testing | 400 CFM @ 500 PSI | Truck or skid |
“The most frequent field blunder I see is buyers just sizing on normal tool flow rather than peak simultaneous flow. An under-sized compressor short-cycles, overheats, and fails in less than 2,000 hours—by then the purchase is a one-year experiment.”
Still unsure which class fits your work? Try the Pangeng Application Matcher tool — it runs the same logic with your specific jobsite inputs.
2026 Trends: Renewable Diesel, Hybrid Systems, and Remote Monitoring

Three megatrends are transforming the 2026 diesel-compressor market, and they each alter the long-term cost and compliance picture.
HVO (hydrotreated vegetable oil) renewable diesel is becoming a drop-in replacement for fossil diesel on Tier 4 Final engines. A 2025 MDPI Sustainability study of HVO adoption documents up to 90 % lifecycle-emissions reduction against petroleum diesel, with no engine modification needed on modern units. EPA’s Renewable Fuel Standards Rule for 2023 – 2025 sets the policy framework; clean-fuels industry groups report record 2025 volumes and growing 2026 targets. For fleet operators in California and the EU, HVO is the cheapest way to meet sustainability commitments without replacing iron.
Hybrid diesel-electric compressors pair a variable-speed electric motor with a downsized diesel genset. On a jobsite where air demand fluctuates — which is most jobsites — the hybrid saves 30 – 40 % of the fuel a conventional diesel unit would burn by idling the genset when the battery can handle low demand. Serial production emerged during 2025 and accelerates through 2026.
IoT telemetry and remote diagnostics push real-time CFM, fuel, DEF, and fault-code data to cloud dashboards. Fleet operators using predictive maintenance report 20 – 30 % reductions in unplanned downtime, because filters and separator elements get replaced at 95 % of rated life rather than on fixed calendar intervals. Savings compound across a fleet: five units with telemetry are easier to manage than two without.
Market context: the global diesel-driven air compressor market reached USD 1.85 billion in 2025 with projected CAGR near 10.9 % through 2033, driven by mining expansion in Latin America and Africa plus infrastructure spending in the Middle East and Southeast Asia. Category growth is steady, and Tier 4 Final compliance plus HVO readiness are how procurement teams hedge that growth against tightening emissions rules.
Frequently Asked Questions
What is the difference between a diesel and an electric air compressor?
View Answer
The power source. A diesel unit carries its own fuel-to-shaft-power chain and runs anywhere. An electric unit draws three-phase grid power and stays where the power is. Diesel is the answer for mobile and remote work; electric is the answer for fixed facilities with cheap electricity, because it costs slightly less per CFM-hour over a 10-year lifecycle and produces no on-site emissions.
How long does a diesel air compressor last?
View Answer
Well-maintained rotary-screw diesel units deliver 10,000 – 20,000 service hours before major overhaul, which translates to 10 – 20 years for a typical rental fleet at 1,000 hr/year. Piston units run shorter intervals because their duty cycle limits continuous use. Service-life outliers correlate strongly with two variables: oil-change discipline and ambient air-filtration; both are operator-controllable.
What size diesel compressor do I need for sandblasting?
View Answer
Industry practice for a 3/8″ nozzle calls for 140 – 170 CFM at 100 PSI; a 1/2″ nozzle needs 250 – 290 CFM at 100 PSI. Add 20 % headroom and round up to commercial tiers — which lands most sandblast operations on a 185 CFM unit for light work and a 375 CFM unit for production blasting.
Do diesel compressors require DEF fluid?
View Answer
Tier 4 Final and Stage V compliant units yes; Tier 3 and earlier units no. DEF consumption runs at roughly one gallon of DEF per twenty gallons of diesel.
What is the fuel consumption of a 185 CFM diesel compressor?
View Answer
Typical published datasheets for 185 CFM portable units running Kubota or Caterpillar engines show 2.37 – 2.70 gal/hr at 100 % load, dropping to about 2.15 gal/hr at 75 % load and 0.5 – 0.8 gal/hr at idle. With a 23-gallon fuel tank, full-load runtime lands around 8 – 10 hours — roughly one working shift.
What is a 60 gallon air compressor good for?
View Answer
“60 gallon” refers to receiver-tank volume, not airflow — a common source of confusion for first-time buyers. The tank buffers demand spikes; the compressor’s CFM rating determines what tools can actually run continuously. Most 60-gallon electric shop compressors produce 12 – 17 CFM at 90 PSI, which powers impact wrenches, small grinders, and air ratchets but falls short for sandblasting, die grinding, or any continuous-demand tool. If you are comparing diesel portables, ignore tank size and read the CFM-at-PSI curve instead.
Are diesel air compressors reliable?
View Answer
Yes — when properly sized and maintained. Mean time between failures on rotary-screw diesel units typically runs 10,000+ hours, with most unplanned stoppages tied to air-filter neglect or contaminated fuel rather than element wear.
Ready to size your diesel air compressor?
Run your tool list through the CFM sizing calculator, compare against the 185 – 1,600 CFM range on the Pangeng diesel air compressor page, or talk to a Pangeng engineer for a configuration matched to your specific jobsite.
About this guide. Performance ranges cited here are compiled from OEM datasheets, EPA and DOE technical publications, and field-reported failure patterns. Exact fuel consumption, service intervals, and noise figures depend on engine model, ambient conditions, duty profile, and maintenance practice. For a specific application, request a test-fit evaluation with your tool list and jobsite altitude — the answer is almost always slightly different from the averages above.
References & Sources
- EPA Emission Standards Reference Guide — U.S. Environmental Protection Agency
- Tier 4 Nonroad Diesel Engines technical update (PDF) — U.S. EPA
- Determine the Cost of Compressed Air for Your Plant (PDF) — U.S. Department of Energy
- Energy Conservation Standards for Compressors — NOPR (PDF) — U.S. Department of Energy
- Final Renewable Fuels Standards Rule for 2023, 2024, and 2025 — U.S. EPA
- In-Use Off-Road Diesel-Fueled Fleets Regulation — California Air Resources Board
- HVO Adoption: Challenges and Environmental Implications (2025) — MDPI Sustainability
- Performance measurement standards — Compressed Air & Gas Institute
Related articles
- How Rotary Screw Air Compressors Work — Engineering Principles and Selection
- How Centrifugal Air Compressors Work: Engineering Principles, Types, and Selection Criteria
- The Complete Guide to Air Booster Compressors — How They Work, Types, and Selection
- Booster Compressor vs Air Compressor — Key Differences
- Top 10 Industrial Air Compressor Manufacturers in the World